Generally speaking, if you want something of a higher level of quality, you have to pay more. When fabricating metal parts, this can mean using more highly skilled labor, spending more time processing, using higher quality tools and materials, or using a more advanced process. But at some point, the additional costs will yield diminishing returns for improving quality. The trick is consistently meeting an acceptable quality threshold for your application.
Deburring is an easily overlooked step that can greatly impact the finished part quality. Its importance ranges from being a good practice to an essential step depending on how the deburred parts will be used. This article explains what burrs are, the importance of removing them, and some common deburring processes.
What Are Burrs, and How Are They Formed?

Burrs are small, uneven protrusions that form as a result of many kinds of processing, especially on metals. They can come in the form of jagged edges, fragments of material that haven’t fully detached, or even droplets of molten material that have resolidified around a thermally-cut edge (called a recast layer).
Many different types of machining equipment, including those for both mechanical and thermal processing, have a high chance of causing burrs to form. Milling, lathing, drilling, boring, cutting, grinding, laser cutting, electrical discharge machining, and other processing methods all regularly cause the formation of burrs. The shape of burrs and frequency of formation are also higher depending on the material used, the condition of the cutting equipment, and operating parameters like cutting speed, cut depth, heat input, and more.
While a skilled machinist can minimize the severity of burrs that form with sufficient time and precision equipment, burrs are an inevitable side effect of processing in a machine shop.
The Importance of Deburring

Deburring is sometimes viewed as an unnecessary extra step, not worth the time or effort for a “marginal” improvement in quality. But there are a few really good reasons for taking the time to deburr your parts.
- Safety – Anyone handling the part, from materials handlers and shippers to installers and end-users, could be exposed to sharp edges.
- Alignment and Uneven Stress Distribution – If the part belongs to an assembly or infrastructure project, burrs can prevent easy alignment of mating parts down the road. And in cases where external forces would be applied over the surface area around the burr, the burr can concentrate stresses to a localized area, increasing the chances of early equipment failure.
- Performance – In pressurized components, like hydraulics, burrs can prevent a proper seal, causing leaks that prevent the assembly from holding pressure. They can also increase friction between components, which can increase the resistance in a moving assembly like a performance car.
You may be able to find even more application-specific reasons for deburring. For example, avoiding accelerated part wear and a higher risk of corrosion, or creating a sharp, even cutting edge on a knife. So deburring is undoubtedly important, but it isn’t a “do it or skip it” kind of operation. Spending more time or using a different method can create very different results, ranging from just removing large burrs to polishing on a microscopic level.
Deburring Methods for Every Application

There are many unique processes for deburring parts, and each one has its own advantages and shortcomings. However, in most cases, a particular machine shop will already utilize several deburring options suited to the types of work they get. So instead of delving too deeply into each process, this section will briefly overview an assortment of some popular deburring methods.
Manual deburring
The oldest and simplest method of deburring is by hand using hand files, sandpaper, or even a leather strop in some cases. The main advantage is that it is highly adaptable to the part and even your physical location, like a shop versus a construction site. While you can create a fine, high-quality finish by manually deburring, it can be very, very time-consuming.
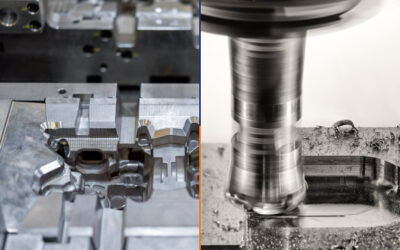
Mechanical deburring with wheels, tools, and belts
Mechanical deburring in this case refers to a variety of operations, including deburring methods like grinding, rolling, brushing, polishing, and hole deburring. Essentially anything where a fast-moving abrasive wheel, sanding belt, or cutting tool removes burrs and smooths edges.
The higher cost of these machines is generally offset by their significant increase in productivity. And while they can scale to your application, ranging from a bench grinder with an abrasive wheel to a high-volume automated roller system, each specific tool is generally only suited for a limited range of applications. Hole deburring for example only works for the interior edges of holes, while sanding belts and wheels can only reach certain areas depending on the shape of the parts.
Blasting, tumbling, & punching
These processes either use impact force or shearing to remove burrs. Micro-sandblasting and high-pressure water blasting target specific, localized burrs quickly and effectively, but they require a little more precision. For large numbers of parts with identical geometry, punch dies can rapidly trim off burrs on the edges of the material. Meanwhile, tumbling is slower but can adapt to a wider range of part shapes and doesn’t require constant supervision.
Electrochemical removal
Depending on the material of the part, it may be possible to use an electrochemical process to remove burrs on parts. In electrochemical deburring processes, the area with burrs is submerged in, or flushed with, a flowing electrolyte. It is then electrically connected to a cathode, and with careful control of operating voltages and currents, the “peaks” of burrs are slowly dissolved until they become the same height as the surrounding material. You can think of it as the opposite of electroplating.
Thermal deburring
A somewhat unique process, thermal deburring has the main advantage that it can remove burrs from very difficult-to-reach areas, like internal inlets and chambers. Anywhere the fuel gas can enter, it can deburr the part by essentially vaporizing the tiny burrs before they can conduct their heat away to the body of the part. There are restrictions to part size based on ignition chamber dimensions, and thermal deburring may also leave a residue on parts that needs to be washed off later.
Choosing the Best Deburring Process

As we mentioned at the start, deburring is a quality step, but the best deburring option for your part isn’t always the one that creates the finest surface finish. For example, cheap hinges, latches, and other fittings sold in bins at hardware stores may only need to be quickly brushed under wheels or rollers to remove unsafe edges.
On the other hand, parts with stringent quality requirements, like medical devices and aerospace parts, will need more meticulous and precise deburring matched with the needs of the part. They may even need multiple different deburring operations to achieve a result that meets design specifications.
Gensun can leverage a variety of deburring tools and methods to achieve a finished quality that meets or exceeds your expectations, all at an affordable cost. Check out our expert CNC machining services to see all that Gensun has to offer.