In the late 15th century, Leonardo Da Vinci sketched a simple rolling mill that demonstrated the possibility of bending sheet metals. However, it wasn’t until 1590 that this sketch became a reality as metal workers started using two heavy cylinders to press metals, altering their thickness and shape.
Since Da Vinci’s fantastic sketch, the sheet metal bending process has advanced; we now have several sheet metal bending technologies with different capabilities today. However, one thing has remained constant over the years: the success of your sheet metal forming project starts with you understanding the different bending methods and their suitability for different design scenarios.
Here, we discuss what you ought to know about the sheet metal bending process. If you want to get your sheet metal forming project done right the first time, this article is for you!
The Sheet Metal Bending Process
The sheet metal bending process involves applying a force to a sheet metal part to change its geometry. This force causes stress on the sheet metal beyond its yield strength, causing the material to physically deform without breaking or failing.
The press brake is a commonly used tool to bend sheet metal. It works by lowering a punch onto a sheet metal positioned on a die, creating the desired geometry.

(Sheet metal bending process animation. Public domain via Wikimedia Commons)
Although this process is pretty straightforward, there is more to sheet metal bending than meets the eye. For example, there are several sheet metal bending methods, all of which are similar in function but differ in operation. Therefore, knowing the ideal method to choose is the first step you need to take to succeed with your sheet metal forming project.
6 Sheet Metal Bending Methods
Method #1 V-bending
V-bending is the most common sheet metal bending method. As its name implies, the v-bending method employs a v-shaped die and a punch to bend metals at desired angles. The v-shaped punch forces the sheet metal workpiece into the “v-shaped” groove in the die, forming sheet metals with different bend angles. For example, you can achieve acute, obtuse, or 90° bend angles, depending on the v-shaped punch and die angle.
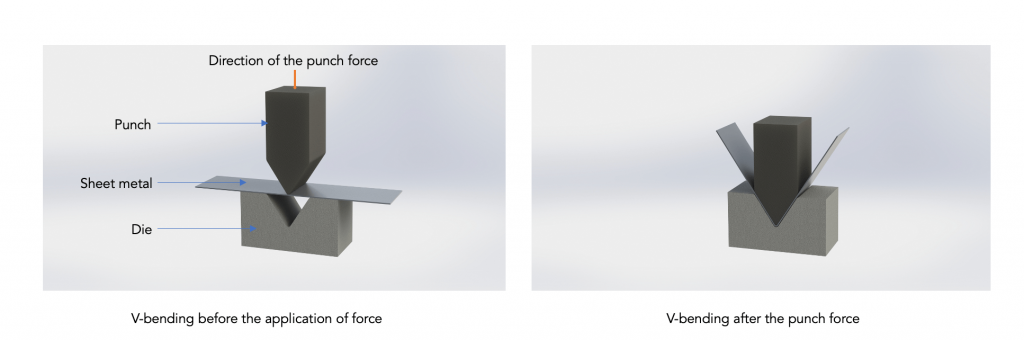
Figure 1: The v-bending method
Method #2 Air Bending
Air bending is quite similar to the V-bending method: it relies on v-shaped punch and die to bend sheet metals. However, unlike the conventional v-bending process, the punch in the air bending method does not force the sheet into the bottom of the cavity. Instead, it leaves space (or air) underneath the sheet, allowing more bend angle control than conventional v-bending.
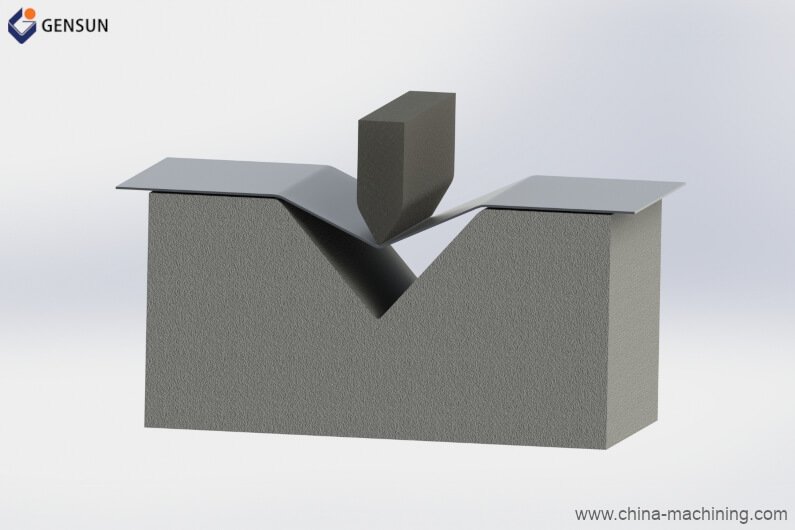
Figure 2: The air bending method
For instance, let’s say you have a 90° die and punch. With the air bending method, you can achieve bend angles anywhere between 90° and 180°. This method also ensures a more accurate result since it experiences less springbackㅡwhich describes the partial recovery of a bent sheet metal part to its geometry before bending force was applied. Springback is undesirable as it causes inaccurate bends.
Method #3 Bottoming
Bottoming (or bottom bending) is a type of v-bending that also solves the springback challenge. It involves deforming the sheet metal in the bend region by applying additional force through the tip of the punch after completion of bending.
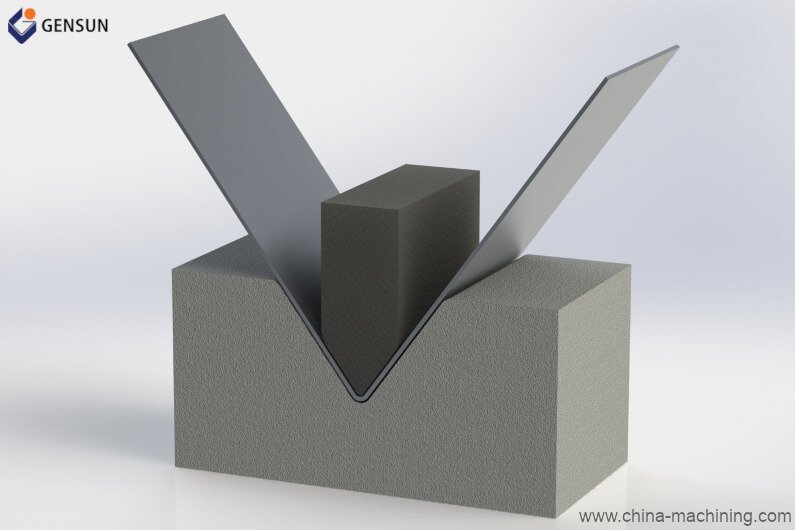
Figure 3: Bottom bending
Like the air bending method, bottoming offers a precise bend angle control. However, it requires a higher tonnage press than bottom bending.
Method #4 Wipe Bending
In the wipe bending method, the sheet metal is held against a wipe die by a pressure pad. The punch then forces against the edge of the sheet that extends beyond the die and pressure pad, causing it to bend over the end of the die.
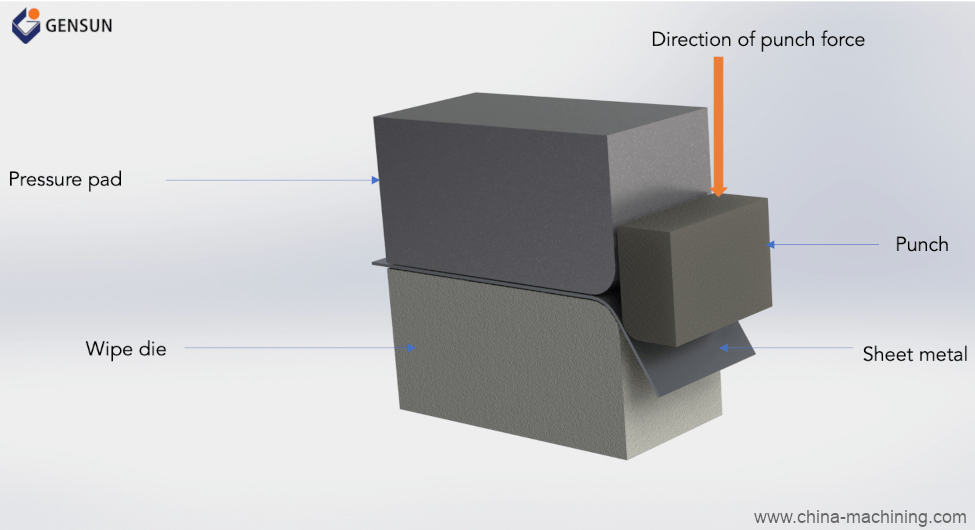
Figure 4: Wipe bending
This method offers a good mechanical advantageㅡwhich means it allows you to apply less force to create desired bends (and bend angles). However, it might not be ideal for creating obtuse bend angles as you’d require a more complex piece of equipment capable of delivering horizontal force.
Method #5 Roll Bending
The roll bending method allows you to bend sheet metals into rolls, tubes, cones, or curved shapes. This unique sheet metal forming process uses sets of rollers that feed (and bend) the metal stock to the desired curvature.
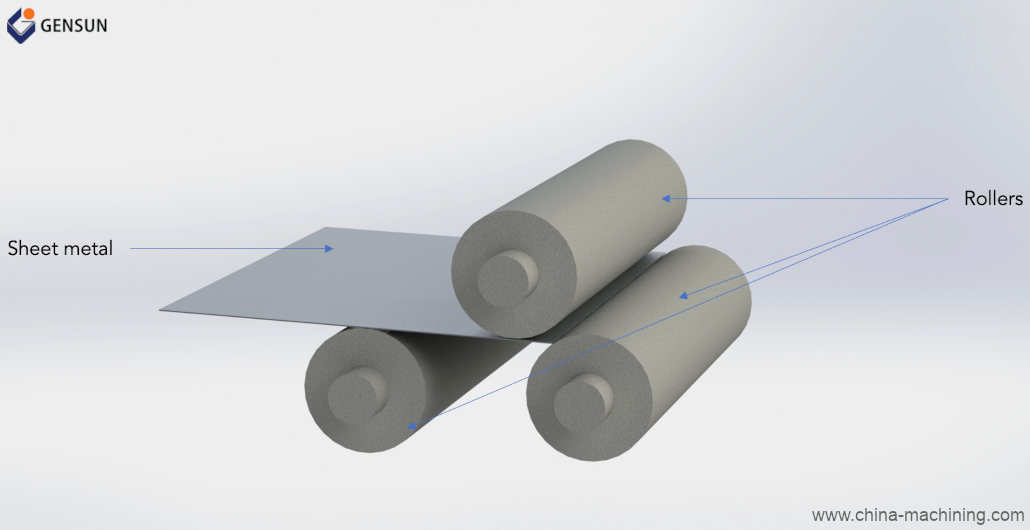
Figure 5: Roll bending
Roll bending can form metal sheets into various cross-section profiles, consisting of several bending curves. It is especially useful for creating very long sheet metal parts with thicknesses ranging between 0.004 inches and 0.125 inches and widths of up to 20 inches. For example, you can create parts like panels, tracks, and shelving (typically used in buildings for lighting, roofing, and HVAC applications) using the roll bending machine.
Method #6 Rotary Draw Bending
In rotary draw bending, the sheet metal is clamped to a rotating die and drawn around the die to form a geometry whose radius matches the desired bend radius. This method often employs an internal supporting mandrel to prevent wrinkling on the wall of the bent sheet metal.
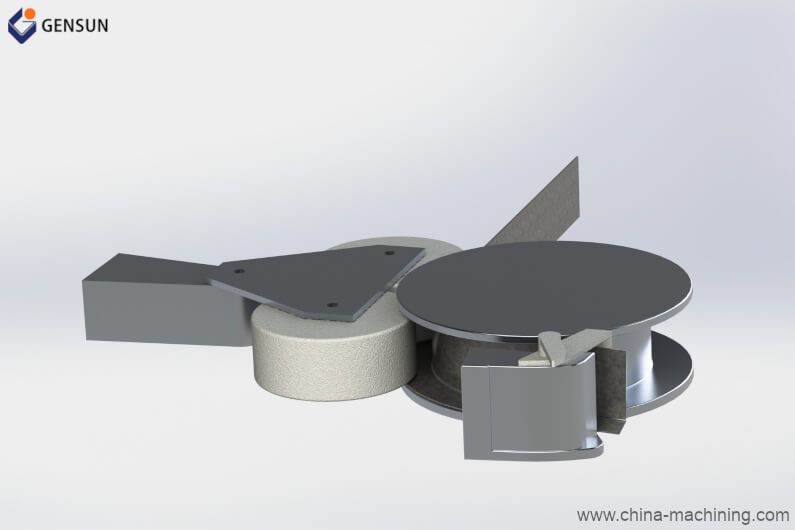
Figure 6: Rotary draw bending
The rotary draw bending method offers a few advantages over other sheet metal bending types. For instance, it doesn’t scratch the metal’s surface, unlike the wipe bending and v-bending processes. In addition, it can bend materials into sharp corners with obtuse bend angles.
Related Post: 5 Things Product Designers Should Know About Sheet Metal Prototyping
5 Tips for Bending Sheet Metals

The following tips will help you create accurate and reliable sheet metal parts.
- Ensure that the bend is located in regions where enough material is present.
- Use a single bend radius for all bends to eliminate the need for additional tooling.
- Ensure that the inside bend radius equals (or is greater than) the sheet thickness.
- Bend hard materials perpendicular to the rolling direction to prevent fracture.
- Avoid designing features like holes and slots very close to the bend as it may distort the feature. As a rule, you must keep all features away from the bend at a distance equal to at least three times the sheet thickness.
- Work with a machine shop with a track record of providing high-quality sheet metal forming services.
Gensun Precision Machining is a leading sheet metal forming services provider across Asia. We offer high-quality bending services to companies serving a broad range of industries. In addition, our sheet metal bending services complement our other manufacturing capabilities (like 3D printing and CNC machining), providing you with an all-encompassing manufacturing solution.
Learn more about our bending services.